Inconel 718-Material, Kopfformungsverfahren für Zwölf-Punkt-Senkkopfschrauben(一)
Inconel 718 ist eine ausscheidungsverstärkte Ni-Cr-Fe-Nb-Superlegierung auf Nickelbasis. Die Verstärkungsphasen sind die körperzentrierte quadratische γ''-Phase und die flächenzentrierte kubische γ'-Phase. Die inländische Bezeichnung lautet GH4169. Im Vergleich zu anderen Hochtemperaturlegierungen weist Inconel 718 eine gute thermische Stabilität und Korrosionsbeständigkeit sowie eine ausgezeichnete Ermüdungs- und Kriechbeständigkeit bei Temperaturen unter 650 ° C auf. Daher wird es häufig in verschiedenen Hot-End-Teilen von Flugzeugtriebwerken verwendet [ 1-3]. Die Zwölfkant-Senkkopfschraube Inconel 718 ist ein repräsentatives Produkt für Hochtemperatur- und hochfeste Verbindungselemente für die Luft- und Raumfahrt. Der Kopf wird normalerweise durch Heißstauchen geformt und die Verformung des Kopfes ist während der Verarbeitung relativ groß. Aufgrund der komplexen Legierungsphasenzusammensetzung und der verschiedenen Strukturen des Inconel 718-Materials Die Prozessplastizität ist schlecht und der Verformungswiderstand während der Warmumformung ist relativ groß, sodass die Schwierigkeit der Warmumformung erhöht ist. Insbesondere bei Zwölfkant-Senkkopfschrauben mit Senkkopfkegeln verstärkt die komplexe Kopfform die Inhomogenität des Temperaturfeldes bei der Wärmebehandlung zusätzlich, wodurch die Spannungsverteilungseigenschaften komplizierter werden als bei herkömmlichen Zwölfkant-Senkkopfschrauben. Die Verarbeitungsleistung verschlechtert sich und es ist schwierig, die Größen-, Metallografie- und Leistungsanforderungen der Teile zu gewährleisten. In diesem Artikel geht es um die Materialeigenschaften und strukturellen Eigenschaften von Zwölfkant-Senkkopfschrauben aus Inconel 718.
2 Produktmerkmale
2.1 Produktstruktur und Leistungsmerkmale
Im Rahmen einer weltweiten Ausschreibung eines internationalen Zivilluftfahrtunternehmens konnte ein Auftrag für einen bestimmten Typ einer Zwölfkant-Senkkopfschraube gewonnen werden. Die Teilestruktur ist in Abbildung 1 dargestellt, und die Leistungsanforderungen sind in Tabelle 1 aufgeführt. Der Kopf des Teils besteht aus einem Zwölf-Punkt-Kopf und einer versenkten Fläche. Der Zwölfkantkopf sorgt für eine gleichmäßige Kraft beim Schrauben und verhindert ein Abrutschen des Schraubenschlüssels. Der Winkel der versenkten Fläche des Teils beträgt 60° bis 64° und der Durchmesser des Außenkreises beträgt 14,09+0-0,24 mm. Aufgrund der komplexen Form des Schraubenkopfes und der hohen Anforderungen an die Bearbeitungsgenauigkeit ist es für den zwölfeckigen Kopf und den Senkkopf schwierig, die Anforderungen an die Maßhaltigkeit des Teils zu erfüllen, wenn der Kopf im Heißstauchverfahren bearbeitet wird.

2.2 Materialeigenschaften und Umformschwierigkeiten
Die Superlegierung Inconel 718 weist eine komplexe Legierungsphasenzusammensetzung und verschiedene Strukturen auf, was die Prozessplastizität während der Warmumformung verringert und das Material sehr empfindlich gegenüber Änderungen der Parameter des Warmumformungsprozesses macht. Durch eine höhere Verformungstemperatur können gleichmäßige und feine rekristallisierte Partikel erhalten werden. Wenn die Verformungstemperatur jedoch zu hoch ist, verlängert sich die Abkühlzeit nach der Verformung, und die Verweilzeit bei hoher Temperatur führt auch dazu, dass die Körner abnormal wachsen, was sich auf die Mechanik auswirkt die Teilleistung. Darüber hinaus gibt es bei Zwölfkant-Senkkopfschrauben aus Inconel 718 mit komplexen Kopfformen einen offensichtlichen Temperaturgradienten während der Warmumformung. Bei zu niedriger Verformungstemperatur besteht die Gefahr einer unzureichenden Füllung des Kopfes.
3 Analyse der Verarbeitungstechnologie
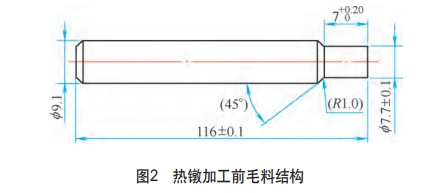
Um sicherzustellen, dass das fertige Produkt den Anforderungen der Zeichnung entspricht, kann der Schraubenkopf nur durch einmaliges Stauchen geformt werden, und das Stauchungs- und Schmiedeverhältnis sollte so weit wie möglich reduziert werden, um die Umformung zu erleichtern. Entsprechend der Außenkreisgröße des versenkten Flächenteils wird eine Stange mit einem Durchmesser von 9,1 mm für die Bearbeitung ausgewählt. Da der Abstand zwischen den Seiten des zwölfeckigen Kopfteils 7,95 mm beträgt, ist es nicht möglich, Wolle mit einem Durchmesser von 9,1 mm direkt zum Stauchen zu verwenden. Daher muss der Materialdurchmesser des zwölfeckigen Kopfformteils auf 7,7 mm gedreht werden. Die Wollstruktur vor dem Heißstauchen ist in Abbildung 2 dargestellt.
Durch die obige Prozessanalyse wird der Hauptprozessweg des Bolzens formuliert: Stanzen→Schleifen→Drehen→Warmstauchen→Lösung→Endfläche und polierte Stange drehen→polierte Stange schleifen, Gewindedurchmesser rollen→Markierung→Kaltwalzkehle→Walzgewinde →Alterung →Fluoreszierende Magnetpartikelerkennung→Leistung und metallografische Strukturerkennung→Verpackung.
3.2 Hot-Heading-Prozess
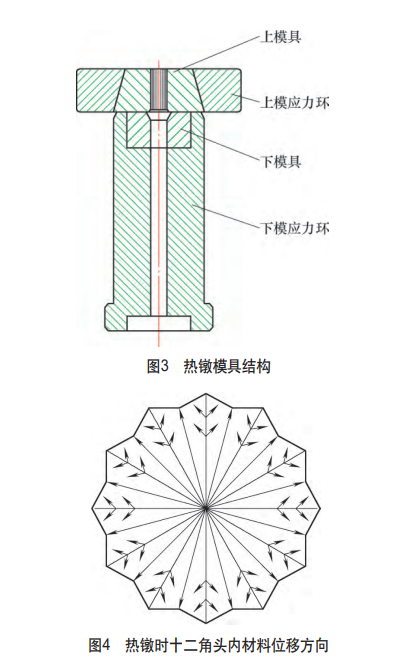
(1) Heißstauchform Je nach Bolzenstruktur und Größenmerkmalen wird eine Heißstauchform mit einer Kombination aus Ober- und Unterform verwendet. Die Struktur ist in Abbildung 3 dargestellt. Die obere Form ist eine 12-Punkt-Form Form, die untere Form ist eine abgewinkelte Plattform und die Endfläche ist die Trennfläche der oberen und unteren Form.
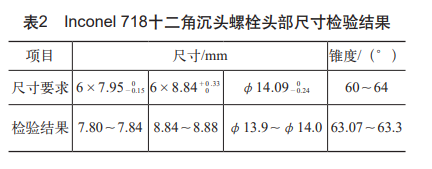
Wenn diese Form zum Stauchen verwendet wird, kommt es häufig vor, dass die zwölf Ecken des Kopfes nicht vollständig ausgefüllt sind und die Teile den Anforderungen der Zeichnung nicht entsprechen können. Gemäß dem Satz des minimalen Widerstands bewegt sich das innere Teilchen bei plastischer Verformung des Metallmaterials entlang der Richtung des minimalen Widerstands, d. h. das Teilchen bewegt sich in die kürzeste Normalrichtung des verformten Umgebungsbereichs, wie in Abbildung 4 dargestellt. Da beim zwölfeckigen Kopftyp die normale Länge in Richtung der konkaven Ecke kürzer ist als die der konvexen Ecke, ist der Widerstand des Massenpunkts gegenüber der Verschiebung der konkaven Ecke geringer, was zu einer geringeren Verschiebung des Metallmaterials in Richtung der konvexen Ecke führt die konvexe Ecke wird thermisch gestaucht. Die Füllung ist nicht voll. Durch Ändern der Verformungsgeschwindigkeit des Materials kann der Widerstand des Materials gegen die Verschiebung des Lappens verringert werden. Wenn jedoch die Verformungsgeschwindigkeit des Materials zu schnell ist, ist die Aufprallkraft während der Verformung zu groß, was offensichtlich zu einer Erhöhung führt Verschleißgeschwindigkeit der Form und verkürzen die Lebensdauer der Form. Gleichzeitig führt eine zu hohe Verformungsgeschwindigkeit zu einer ungleichmäßigen Verformung des Materials, was zu lokalen Rissen im Teil führt. Daher ist es erforderlich, die Verformungsgeschwindigkeit des Materials angemessen anzupassen.
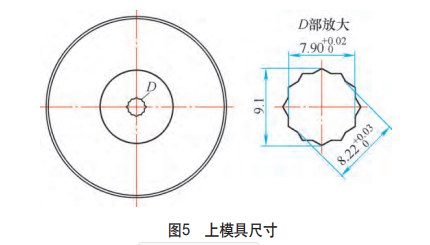
Aus den oben genannten Gründen wird der konkave Eckenabstand des Oberwerkzeugs auf φ8,22 + 0,03 -0 mm eingestellt (siehe Abbildung 5), die Spannung während des Heißstauchens wird geändert und der Vorverformungsprozess wird erhöht, um die zu reduzieren Verformungsgeschwindigkeit. Durch mehrere Stauchtests vor Ort wurde der diagonale Abstand des zwölfeckigen Kopfes des Teils gemessen. Die Testergebnisse sind in Tabelle 2 aufgeführt.
Die Ergebnisse zeigen, dass der Effekt des Heißstauchens durch Anpassen des Düsenspalts verbessert wird, wodurch das Problem der unvollständigen Form des zwölfeckigen Kopfs gelöst und die Kopfgrößenanforderungen des Teils sichergestellt werden können.